A Weidmüller immár több mint 60 éve tölt be úttörő szerepet a készülékcsatlakozások terén – átfogó szakértelmünkkel és innovációs erőnkkel aktívan formáljuk a csatlakozórendszerek fejlesztését. Az intelligens csatlakozási megoldások teljes körű szolgáltatójaként megbízhatóan támogatjuk ügyfeleinket a kezdeti ötlettől egészen a sorozatgyártásig. A kínálatunkban megtalálható NYÁK-csatlakozók és NYÁK-sorkapcsok konzisztens, dinamikus, digitalizált készülékfejlesztési folyamatokat garantálnak.
Okos szolgáltatásainkkal a fejlesztési folyamat minden szakaszában támogatjuk ügyfeleinket – így együtt nagyobb hatékonyságot és alacsonyabb költségeket érünk el a készülékgyártásban.
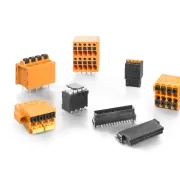
A megfelelő terméket keresi? Innovatív megközelítésünk, nagy teljesítményt és hatékonyságot kínáló, személyre szabott megoldásaink, valamint a NYÁK kapcsok és NYÁK csatlakozók révén minden követelményének képesek vagyunk eleget tenni. Használja az eszközfejlesztők számára összeállított ConnectorGuide-ot a termékek kiválasztásához a képek vagy az Ön egyedi alkalmazása szerint.
Biztosítjuk Önnek azokat a speciális termékeket, amelyekre szüksége lehet a hatékonyság növeléséhez és ahhoz, hogy versenyképes maradhasson a piacon. Akár eszközfejlesztőként, termékmenedzserként vagy vásárlóként van jelen, a Weidmüllernél biztosan megtalálja azokat a NYÁK-csatlakozókat és sorkapcsokat, amelyek megfelelnek speciális követelményeinek.

Ez egy YouTube-videó. A videóra kattintva Ön elfogadja a Google/YouTube adatvédelmi szabályzatát és felhasználási feltételeit . Ön elfogadja a mi Adatvédelmi szabályzatunkat is.
Kérjen átfogó támogatást a NYÁK dugaszcsatlakozók kiválasztásában és alkalmazásában. Innovatív támogatási eszközeink és részletes műszaki adatok vezetik Önt végig a teljes folyamaton, a kezdeti információk kutatásától a célzott termékkiválasztáson keresztül a tervezésig és az optimális hasznosításig.
A technológia vezető alakjaként sikeresen forradalmasítottuk a NYÁK csatlakozástechnikát a NYÁK-csatlakozókkal és -sorkapcsokkal Komponenseink rendkívül népszerűek az ipari alkalmazásokban, emellett alkalmazásorientált tervezésre és hatékony gyártásra van optimalizálva. Itt a jelfeldolgozásra és a teljesítményelektronikára fókuszálunk. Az általunk kínált szolgáltatások és digitális adatok kiemelkedő választékával egyszerűbbé tesszük a folyamatokat ügyfeleink számára.

Ez egy YouTube-videó. A videóra kattintva Ön elfogadja a Google/YouTube adatvédelmi szabályzatát és felhasználási feltételeit . Ön elfogadja a mi Adatvédelmi szabályzatunkat is.
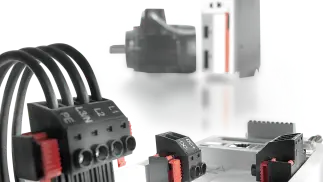
A SNAP-IN használatával a telepítés és a karbantartás mindössze annyi időt vesz igénybe, mint egy csettintés. Az új csatlakozás alapelve éppen olyan egyszerű, mint a használata: a csupaszított vezető közvetlenül dugaszolható a nyitott csatlakozási pontba, és a bepattintható csatlakoztatás pedig egyetlen pillantás alatt a helyére rögzül. A kioldás sem bonyolultabb. A kezelő egyszerűen, a kar működtetésével ismét kinyithatja a csatlakozási pontot, és eltávolíthatja a csatlakoztatott vezetéket.
Az SMT- és THR-kompatibilis NYÁK-csatlakozástechnika alkalmazása lehetővé teszi a készülékgyártók számára, hogy fenntartható módon csökkentsék a teljes tulajdonlási költséget (TCO). A magas fokú automatizálás az összeszerelés során, a kevesebb folyamatlépés és a javuló gyártási stabilitás révén már a tervezési fázisban elkerülhetőek bizonyos költségek. Ezzel egyidejűleg az optimalizált forrasztási folyamatok hozzájárulnak a fokozott folyamabiztonsághoz, kevesebb utómunkálathoz és hatékonyabb sorozatgyártáshoz – a fejlesztéstől az üzemeltetésig.
A NYÁK kapcsok és NYÁK csatlakozók kínálatával kapcsolatban átfogó letölthető információkkal látjuk el Önt. Egyszerűen töltse le rövid útmutatónkat vagy termékkatalógusunkat az Ön számára szükséges NYÁK-csatlakozók és -sorkapcsok megtalálásához.
Akár eszközfejlesztőként, termékmenedzserként vagy vásárlóként keres fel minket, mi hatékonyságot, gyorsaságot és személyre szabott megoldásokat ígérhetünk Önnek. A Weidmüller tökéletes partnere a NYÁK csatlakozók és NYÁK kapcsok terén. Számíthat szakértelmünkre és know-how-nkra. Ha Önnel dolgozunk, megtaláljuk a követelményeinek megfelelő termékeket.
Jakab András
Szegmensmenedzser - készülékgyártók, Villamosmérnök